
Abstract
Nanocrystalline solids, in which the grain size is in the nanometre range, often have technologically interesting properties such as increased hardness and ductility. Nanocrystalline metals can be produced in several ways, among the most common of which are high-pressure compaction of nanometre-sized clusters and high-energy ball-milling1,2,3,4. The result is a polycrystalline metal with the grains randomly orientated. The hardness and yield stress ofthe material typically increase with decreasing grain size, a phenomenon known as the Hall–Petch effect5,6. Here we present computer simulations of the deformation of nanocrystalline copper, which show a softening with grain size (a reverse Hall–Petch effect3,7) for the smallest sizes. Most of the plastic deformation is due to a large number of small ‘sliding’ events of atomic planes at the grain boundaries, with only a minor part being caused by dislocation activity in the grains; the softening that we see at small grain sizes is therefore due to the larger fraction of atoms at grain boundaries. This softening will ultimately impose a limit on how strong nanocrystalline metals may become.
Similar content being viewed by others

Main
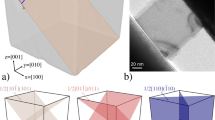
To simulate the behaviour of nanocrystalline metals with the computer, we construct nanocrystalline ‘samples’ with structures similar to those observed experimentally: essentially equiaxed dislocation-free grains separated by narrow straight grain boundaries1. Each sample contains 8–64 grains in a 10.6-nm cube of material, resulting in grain sizes from 3.3 to 6.6 nm. The grains are produced by a Voronoi construction8: a set of grain centres are chosen at random, and the part of space closer to a given centre than to any other centre is filled with atoms in an f.c.c. (face-centred cubic) lattice with a randomly selected crystallographic orientation. A typical ‘sample’ is shown in Fig. 1a. To mimic the system's being deep within the bulk of a large sample, the system is replicated infinitely in all three spatial directions (periodic boundary conditions). The forces between the atoms are calculated with the effective-medium theory9,10, which suitably describes many-atom interactions in metals. The metal chosen for these simulations is copper; very similar results were obtained with palladium. Before deforming the system we ‘anneal’ it by running a 50-ps molecular dynamics simulation at 300 K, allowing unfavourable configurations in the grain boundaries to relax. Doubling the duration of annealing does not have any significant effect, nor does an increase in the temperature to 600 K.

The system contains 16 grains and ∼100,000 atoms, giving an average grain diameter of 5.2 nm. Atoms in the grain boundaries are coloured blue, atoms at stacking faults are coloured red. We clearly see stacking faults left behind by partial dislocations that have run through the grains during the deformation processes. Such stacking faults would be removed if a second partial dislocation followed the path of the first, but this is not observed in the present simulations. In the left side of the system, a partial dislocation on its way through a grain is seen (green arrow in b).
The main part of the simulation is a slow uniaxial deformation while minimizing the energy with respect to all atomic coordinates. The deformation is applied by expanding the simulation cell in one direction, while the size is allowed to relax in the two perpendicular directions.
The initial and final configurations of such a simulation with a total strain of 10% are shown in Fig. 1. We see how the grain boundaries have become thicker, indicating that significant activity has taken place there. In the grains a few stacking faults have appeared. They are the signature of dislocation activity within the grains.
To facilitate the analysis of the simulations, we identify which atoms are located at grain boundaries and which are inside the grains, by determining the local crystalline order11,12. Atoms in local f.c.c. order are considered to be ‘inside’ the grains; atoms in local h.c.p. (hexagonal close-packed) order are classified as stacking faults. All other atoms are considered as belonging to the grain boundaries. Unlike conventional materials, where the volume occupied by the grain boundaries is very small, a significant fraction (30–50%) of the atoms are in the grain boundaries, in agreement with theoretical estimates2.
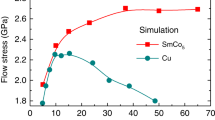
As the deformation takes place, we calculate the average stress in the sample as a function of the amount of deformation. For each grain size we simulated the deformation of seven different initial configurations. Figure 2a shows the obtained average deformation curves. We see a linear elastic region with a Young's modulus around 90–105 GPa (increasing with increasing grain size), compared with 124 GPa in macrocrystalline Cu (ref. 13). This is caused by the large fraction of atoms in the grain boundaries having a lower Young's modulus14,15. A similar reduction is seen in simulations where the nanocrystalline metal is grown from a molten phase16. The elastic region is followed by plastic yielding at around 1 GPa, and finally the plastic deformation saturates at a maximal flow stress around 3 GPa. The theoretical shear stress of a perfect single crystal is approximately 6 GPa for the potential used.

a, The average stress in the direction of the stretch (σzz) versus strain for each grain size. Each curve is the average over seven simulations. The curves show the response of the material to mechanical deformation. In the linear part of the curve (low strains) the deformation is mainly elastic: if the tensile load is removed, the material will return to the original configuration. As the deformation is increased, irreversible plastic deformation becomes important. For large deformations plastic processes relieve the stress, and the curves level off. We see a clear grain-size dependence, which is summarized to the right. b and c, The maximal flow stress and the yield stress as a function of grain size. The yield stress decreases with decreasing grain size, resulting in a reverse Hall–Petch effect. (The maximal flow stress is the stress at the flat part of the stress–strain curves; the yield stress is defined as the stress where the strain departs 0.2% from linearity.)
The main deformation mode is illustrated in Fig. 3b, where the relative motions of the atoms is shown. We see that most of the deformation occurs in the grain boundaries in the form of a large number of small sliding events, where only a few atoms (or sometimes a few tens of atoms) move with respect to each other. Occasionally a partial dislocation is nucleated at a grain boundary and moves through a grain. Such events are responsible for a minor part of the total deformation, but in the absence of diffusion they are required to allow for deformations of the grains, as they slide past each other. No dislocation motion is seen in Fig. 3, as none occurred at that time of the simulation. As the grain size is reduced a larger fraction of the atoms belongs to the grain boundaries, and grain-boundary sliding becomes easier. This leads to a softening of the material as the grain size is reduced (Fig. 2).

a, The position of the grain boundaries (blue) and stacking faults (red) at this point in the simulation. b, The relative motion of the atoms in the z direction (up, in the plane of the paper) during the preceding 0.4% deformation. The green atoms move up, red atoms move down. We see many small, independent slip events in the grain boundaries; this is the main deformation mode. c, The stress field (the σ33 component) in the grains. Shades of red indicate tensile stress, shades of blue compressive stress (dark colours correspond to high stresses). The stress in the grain boundaries is seen to vary considerably on the atomic scale, and the average stress is ∼10–20% lower than in the grains.
The observed deformation mode is in some ways similar to the manner in which grain boundaries carry most of the deformation in superplastic deformation17,18. This is consistent with recent simulations of flow speed in nanocrystalline metals25. However, in superplasticity the grain-boundary sliding is thermally activated, whereas here it occurs at zero temperature driven by the high stress.
In conventional metals an increase in hardness and yield strength with decreasing grain size is observed. This is called the Hall–Petch effect, and is generally considered to be caused by the grain boundaries, impeding the generation and/or motion of dislocations as the grains get smaller; this behaviour extends far into the nanocrystalline regime3,19. The grain sizes in the present simulations correspond to the smallest grain sizes that can be obtained experimentally. In that regime the Hall–Petch effect is often seen to cease or even to reverse, but the results depend strongly on the sample history and on the method used to vary the grain size. Many mechanisms have been proposed for this reverse Hall–Petch effect: increased porosity at small grain sizes3, suppression of dislocation pile-ups20, dislocation motion through multiple grains21, sliding in the grain boundaries22, and enhanced diffusional creep in the grain boundaries7. Direct measurements of the creep rates seem to rule out the last mechanism19,20, but otherwise no consensus has been reached. The present simulations indicate that the behaviour characteristic of a reverse Hall–Petch effect is possible even in the absence of porosity, and that it may be caused by sliding in the grain boundaries even in the absence of thermally activated processes. We cannot, however, see a cross-over from this ‘reverse’ behaviour to the normal Hall–Petch regime at larger grain sizes in our simulations, because they become too computationally expensive at these larger sizes. For the same reason, we cannot provide a direct comparison with the behaviour of the bulk metal.
A direct quantitative comparison between the simulations and the experimental results should be done with caution. The main difference between the simulated strain–stress curves and experimental curves is the level of the yield stress, which is approximately twice what is observed in experiments on low-porosity samples (400 MPa)23. This value is, however, obtained for a grain size of around 40 nm; extrapolation to 7-nm grains gives a yield strength around 800 MPa (ref. 23), assuming that the Hall–Petch behaviour persists to these grain sizes. Experimentally produced nanocrystalline samples typically contain voids and surface defects, reducing the strength of the material. Surface defects alone have been shown to be able to reduce the strength of nanocrystalline palladium by at least a factor of five19,24.
Another difference is the absence of thermally activated processes in the simulations. These processes give rise to a strain-rate dependence of the mechanical properties, leading to higher yield stresses at higher strain rates where there is less time available for the activated processes to occur. Thermally activated processes are not included in the simulations because the energy minimization procedure quickly removes all thermal energy. No timescale or strain rate can be directly defined in the simulations, but in a sense the procedure corresponds to a slow strain at very low temperatures: thermally activated processes are excluded but the energy created bythe work is carried away fast. The above-mentioned creep measurements19,20 indicate that diffusion does not play a major role during deformation.
During the later part of the simulated deformation larger averagestresses build up within the grains than in the grain boundaries (10–20%), and larger stresses build up in the larger grains (see Fig. 3c). This results in a larger variation in the maximal flow stress than in the yield stress (Fig. 2b): when the grain size is increased the maximal flow stress increases, both because the stresses in the grains increase and because the number of atoms within the grains becomes a larger fraction of the total number of atoms.
References
Siegel, R. W. in Encyclopedia of Applied PhysicsVol. 11, 173–199 (VCH, New York, 1994).
Siegel, R. W. What do we really know about the atomic-scale structure of nanophase materials? J. Phys. Chem. Solids 55, 1097–1106 (1994).
Siegel, R. W. & Fougere, G. E. in Nanophase Materials: Synthesis — Properties — Applications (eds Hadjipanayis, G. C. & Siegel, R. W.) 233–261 (NATO-ASI Ser. E, Vol. 260, Kluwer, Dordrecht, 1994).
Gleiter, H. in Mechanical Properties and Deformation Behavior of Materials Having Ultra-Fine Microstructures (ed. Nastasi, M.) 3–35 (Kluwer, Dordrecht, 1993).
Hall, E. O. The deformation and ageing of mild steel: III Discussion of results. Proc. Phys. Soc. Lond. B 64, 747–753 (1951).
Petch, N. J. The cleavage of polycrystals. J. Iron Steel Inst. 174, 25–28 (1953).
Chokshi, A. H., Rosen, A., Karch, J. & Gleiter, H. On the validity of the Hall–Petch relationship in nanocrystalline materials. Scripta Metall. 23, 1679–1684 (1989).
Voronoi, G. Z. Reine Angew. Math. 134, 199 (1908).
Jacobsen, K. W., Nørskov, J. K. & Puska, M. J. Interatomic interactions in the effective-medium theory. Phys. Rev. B 35, 7423–7442 (1987).
Jacobsen, K. W., Stoltze, P. & Nørskov, J. K. Asemi-empirical effective medium theory for metals and alloys. Surf. Sci. 366, 394–402 (1996).
Jónsson, H. & Andersen, H. C. Icosahedral ordering in the Lennard–Jones liquid and glass. Phys. Rev. Lett. 60, 2295–2298 (1988).
Clarke, A. S. & Jónsson, H. Structural changes accompanying densification of random-sphere packings. Phys. Rev. E 47, 3975–3984 (1993).
Gschneidner, K. A. Physical properties and interrelationships of metallic and semimetallic elements. Solid State Phys. 16, 275–426 (1964).
Shen, T. D., Koch, C. C., Tsui, T. Y. & Pharr, G. M. On the elastic moduli of nanocrystalline Fe, Cu, Ni, and Cu-Ni alloys prepared by mechanical milling/alloying. J. Mater. Res. 10, 2892–2896 (1995).
Kluge, M. D., Wolf, D., Lutsko, J. F. & Phillpot, S. R. Formalism for the calculation of local elastic constants at grain boundaries by means of atomistic simulation. J. Appl. Phys. 67, 2370–2379 (1990).
Phillpot, S. R., Wolf, D. & Gleiter, H. Molecular-dynamics study of the synthesis and characterization of a fully dense, three-dimensional nanocrystalline material. J. Appl. Phys. 78, 847–860 (1995).
Chokshi, A. H., Mukherjee, A. K. & Langdon, T. G. Superplasticity in advanced materials. Mater. Sci. Eng. R 10, 237–274 (1993).
Ridley, N. (ed.) Superplasticity: 60 years after Pearson (Institute of Metals, London, 1995).
Nieman, G. W., Weertman, J. R. & Siegel, R. W. Mechanical behavior of nanocrystalline Cu and Pd. J.Mater. Res. 6, 1012–1027 (1991).
Nieh, T. G. & Wadsworth, J. Hall–Petch relation in nanocrystalline solids. Scripta Met. Mater. 25, 955–958 (1991).
Lian, J., Baudelet, B. & Nazarov, A. A. Model for the prediction of the mechanical behaviour of nanocrystalline materials. Mater. Sci. Eng. A 172, 23–29 (1993).
Langdon, T. G. The significance of grain boundaries in the flow of polycrystalline materials. Mater. Sci. Forum 189–190;31–42 (1995).
Suryanarayanan, R. et al. Mechanical properties of nanocrystalline copper produced by solution-phase synthesis. J. Mater. Res. 11, 439–448 (1996).
Weertman, J. R. Hall–Petch strengthening in nanocrystalline metals. Mater. Sci. Eng. A 166, 161–167 (1993).
Van Swygenhoven, H. & Caro, A. Plastic behavior of nanophase Ni: A molecular dynamics computer simulation. Appl. Phys. Lett. 71, 1652–1654 (1997).
Acknowledgements
We thank J. K. Nørskov, T. Leffers, O. B. Pedersen, A. E. Carlsson and J. P. Sethna for discussions. The Center for Atomic-scale Materials Physics is sponsored by the Danish National Research Foundation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Schiøtz, J., Di Tolla, F. & Jacobsen, K. Softening of nanocrystalline metals at very small grain sizes. Nature 391, 561–563 (1998). https://doi.org/10.1038/35328
Received:
Accepted:
Issue Date:
DOI: https://doi.org/10.1038/35328
This article is cited by
-
The reformation of catalyst: From a trial-and-error synthesis to rational design
Nano Research (2024)
-
Local chemical ordering coordinated thermal stability of nanograined high-entropy alloys
Rare Metals (2023)
-
Investigation of Microstructure and Mechanical Properties of Cast Al–10Zn–3.5Mg–2.5Cu Nanocomposite Reinforced with Graphene Nano Sheets Produced by Ultrasonic Assisted Stir Casting
International Journal of Metalcasting (2023)
-
Evidence of twinning-induced plasticity (TWIP) and ultrahigh hardness in additively-manufactured near-eutectic Ni–Nb
Journal of Materials Science (2023)
-
Atomistic study on high temperature creep of nanocrystalline 316L austenitic stainless steels
Acta Mechanica Sinica (2023)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
